


























技術比較: 油田ツールの半自動ハードバンディングと手動ハードバンディング
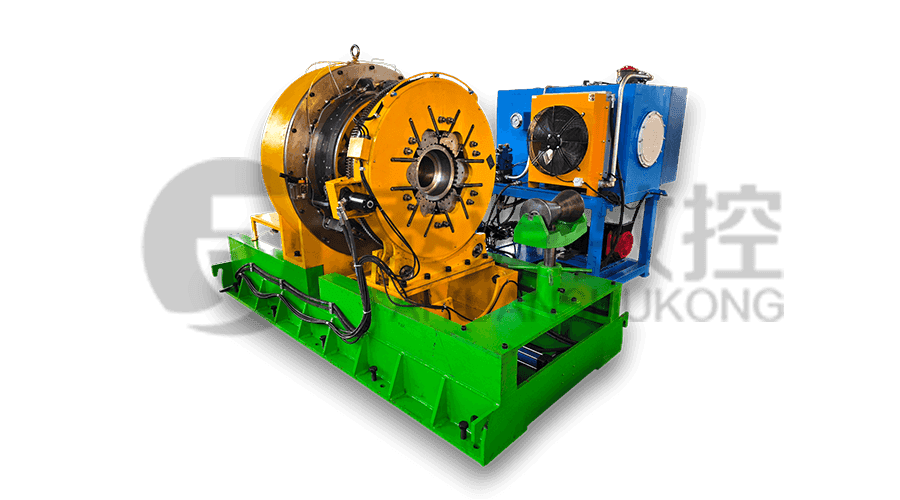
石油・ガス産業の厳しい環境では、ケーシングや坑井壁の摩耗を軽減するために、ドリルパイプの中心をハードバンディングすることが不可欠です。手動溶接には歴史的なルーツがありますが、専用機械への移行により、冶金的完全性の基準が再定義されました。 江蘇太原CNC工作機械有限公司 は、石油機器の国家生産拠点として、 半自動溶接機 ドリルパイプジョイントとセントラライザーのハードバンディング用に特別に設計されています。脱酸ガスシールド溶接法を採用することで、 江蘇太原CNC工作機械有限公司 手作業による方法では一貫して再現するのが難しい、高強度で耐摩耗性の高い接合が保証されます。
ハードバンディング実行における重大な違い
手動システムから半自動システムへの技術的移行は、ドリルストリングの構造上の寿命に影響を与えます。
- 堆積物の均一性: 手動溶接は人間の疲労の影響を受けやすく、ビードの高さと幅にばらつきが生じます。の 半自動溶接機 同期回転機構と自動ワイヤ供給を使用して、完全に均一なバンドを確保し、局所的な応力集中を防ぎます。
- ガスシールドの完全性: 脱酸素ガスのシールドには、大気汚染を防ぐために安定した流れが必要です。半自動システムは一定のノズル距離を維持し、高強度用途に不可欠な溶接池を純粋で気孔のない状態に保ちます。
- 熱制御: 手動溶接中の過熱により、ドリルパイプの冶金が変化し、脆化が生じる可能性があります。 江蘇太原CNC工作機械有限公司 この装置は、入熱を正確に制御して高い駆動力を提供し、母材の機械的特性を維持します。
技術パラメータの比較: 半自動溶接と手動溶接
次の表はその理由を示しています 江蘇太原CNC工作機械有限公司 プロの油田サービス向けに特化した半自動ソリューションに焦点を当てています。
| 技術的な指標 | 手動ハードバンディング | 太原半自動シリーズ |
|---|---|---|
| プロセスの種類 | 手動アーク/スティック | 脱酸素ガスシールド溶接 |
| 溶接ビードの均一性 | 低 (オペレータによる) | 高い(機械的精度) |
| 生産効率 | 標準 | 高 (連続サイクル) |
| 機械ベースの剛性 | 該当なし | 優れた(鋳鉄ベッド剛性) |
| 精度保持時間 | 最小限 | 長期(ハイテク部品) |
| 失敗点 | 高 (ヒューマンエラー) | 少ない(シンプルで堅牢な構造) |
江蘇太原CNC工作機械有限公司について
長江近くの「イチョウの故郷」泰興市で2003年に設立され、 江蘇太原CNC工作機械有限公司 敷地面積は 24,800 平方メートルで、石油機器産業にとって重要な生産拠点として機能しています。同社は、以下を含む幅広い特殊機械を提供しています。 ドリルパイプ生産ライン、カップリングCNCパイプねじ切り旋盤、およびドリルパイプセントラライザー耐摩耗性ベルト表面仕上げ機 。 ISO品質システム認証を取得した同社の製品は、上海宝鋼、山東勝利油田などの業界大手や、米国、日本、アルジェリアの国際企業によって広く利用されています。高い推進力と強い特異性で知られる、 江蘇太原CNC工作機械有限公司 エネルギー機器の専門化と世界的な卓越性に引き続き取り組んでいます。
業界のよくある質問
-
脱酸素ガスのシールドがドリルパイプにとって重要なのはなぜですか?
耐摩耗性ベルトの表面仕上げ中に、酸素が閉じ込められると、微小亀裂が発生する可能性があります。の 半自動溶接機 から 江蘇太原CNC工作機械有限公司 特定の混合ガスを使用して溶接池を脱酸し、ハードバンドの強度を高め、深井戸掘削の高トルクに耐えられるようにします。
-
ベッドの剛性は溶接品質にどのような影響を与えますか?
私たちのように ドリルカラーねじ旋盤 、溶接ユニットには安定した基礎が必要です。優れた剛性とシンプルな機械構造により、 江蘇太原CNC工作機械有限公司 溶接サイクル中の振動を防ぎます。これは耐摩耗性材料の均一な分布を達成するために重要です。
-
Taiyuan の特殊機械はどのような業界に恩恵をもたらしますか?
当社の製品は、油田、地質、鉱業、化学産業で広く使用されています。かどうか スクリューポンプローターフライス盤 または 曲げシェルパイプねじ切り機 、世界中のユーザーに高い生産効率と信頼できる品質を提供します。
