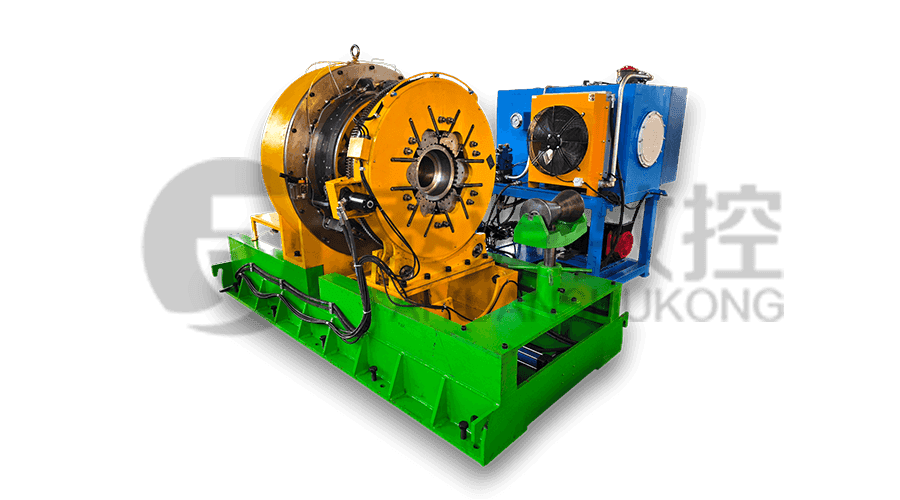
モデル:TYSK-630T
このマシンは、安定した処理精度と柔軟なプログラミング機能を備えたFANUC CNCシステムを採用して、処理された部品が厳格な業界基準を満たすようにします。...


優れた機器処理の精度、良好な剛性、一流の処理効率、当社の製品はAPI標準と市場プレミアム接続のほとんどに適格であるようにします。

このマシンは、安定した処理精度と柔軟なプログラミング機能を備えたFANUC CNCシステムを採用して、処理された部品が厳格な業界基準を満たすようにします。...

このマシンは、安定した処理精度と柔軟なプログラミング機能を備えたFANUC CNCシステムを採用して、処理された部品が厳格な業界基準を満たすようにします。...





油井管 (OCTG) 製造の厳しい環境において、米国石油協会 (API) 5CT 規格に準拠することは、単なる規制要件ではなく、操業の安全性のベースラインです。ウェルストリングの完全性は、ねじ接続の精度に大きく依存します。専門的な ケーシングとチューブのカップリング バッキングユニット 旋盤 は、深井戸探査に必要な機械的特性と耐漏洩性を達成するために使用される主要な機器です。江蘇太原 CNC 工作機械有限公司は 20...

石油機器製造という一か八かの分野では、スタンドアロン機器から完全に統合されたシステムへの移行はもはや贅沢ではなく、技術的に必要なことです。あ CNCパイプねじ切り機 は、特に油田、鉱業、化学産業向けの高精度コンポーネントを扱う場合に、この移行の中心となります。 2003 年に設立された江蘇太原 CNC 工作機械有限公司は、この進化の基礎となってきました。泰興市の 24,800 平方メートルの施設で運営されている当社は...
高機能プラスチック業界では、高価な原材料を使用可能なフィルムに変換する効率が収益性を左右する重要な指標です。ガラス繊維、カーボン、または青銅を含むことが多い充填 PTFE (ポリテトラフルオロエチレン) ビレットの加工には、充填剤の研磨性と原料の高コストにより、特有の課題が生じます。あ 中・大型 PTFE フィルムスカイビングマシン は、これらの複雑さを高い剛性と精度で処理できるように特別に設計されています。江蘇太原...
私たちのコミットメント
当社の目標は、単一の製品であれ、完全な機器セットであれ、市場と顧客にカスタマイズされたソリューションを提供することです。
市場、アプリケーション、顧客は多岐にわたりますが、当社にはお客様を成功に導く独自のアプローチがあります。
お客様からのお問い合わせやご意見には、誠心誠意対応させていただきます。
お客様からのご相談には、できるだけ早く最も専門的かつ合理的な見積もりを提供いたします。
お客様の新製品については、専門的にコミュニケーションを取り、お客様の意見に耳を傾け、実践的な提案をして、最高の製品を提供できるよう努めます。
当社は、品質と数量を保証し、お客様からのあらゆるご注文を時間どおりに完了いたします。

Jiangsu Taiyuan CNC Machine Tool Tool Co.、Ltd。には、パイプ処理用のさまざまなCNC工作機械があります。以下は、の切断パラメーターを調整する方法です CNCパイプスレッド旋盤マシン 異なる材料のパイプを処理するときにスレッド品質を確保するには:
スチールパイプの処理
切削速度:中程度の炭素鋼で作られたパイプの場合、切削速度は約100〜200 m/minです。合金鋼の場合、硬度が高いため、ツールの過度の摩耗を防ぎ、糸の表面品質を確保するために、切断速度を約80〜150 m/minに適切に縮小する必要があります。
飼料速度:通常、革命ごとの飼料速度は0.5-1.2 mm/revでより適切です。高精度の要件を持つスレッドの場合、0.5〜0.8 mm/Revなどのより小さな飼料速度を選択して、スレッドの仕上げと精度を改善できます。
切断深度:スレッドの仕様と要件によると、切断深さは、粗い機械加工中は1〜2 mm、細かい機械加工中は0.2〜0.5 mmで制御できます。
銅パイプの処理
切削速度:銅の硬度は比較的低く、切断速度は適切に増加し、一般的に約200〜300 m/分です。ただし、速度が高すぎることはありません。そうしないと、銅チップがツールを包み込み、処理品質に影響を与える可能性があります。
飼料速度:飼料速度は0.8〜1.5 mm/revの間で選択できます。銅の延性により、飼料速度が大きくなると、切削力を減らし、材料の過度の変形を防ぐことができますが、糸の精度に影響を与えるのを避けるために大きすぎてはならないことにも注意する必要があります。
切断深さ:切断深度は、粗い機械加工中は1.5〜2.5 mm、細かい機械加工中は0.3〜0.6 mmになります。
アルミニウムパイプの処理
切削速度:アルミニウムの硬度が低く、削減性能が良好なため、通常は300〜500 m/分の切削速度が高くなります。ただし、高速切断中に発生する可能性のあるビルドアップエッジの問題に注意を払う必要があります。これは、適切な冷却と潤滑措置によって解決できます。
飼料速度:飼料速度は約1〜2 mm/revになります。アルミニウム材料はより柔らかいため、飼料速度が大きくなると加工効率が向上しますが、過度の飼料速度が糸の表面に傷などの欠陥を引き起こすのを防ぐ必要があります。
切断深さ:切断深度は、大まかな処理中は2〜3 mm、細かい処理中は0.3〜0.8 mmになります。
ステンレス鋼パイプの処理
切断速度:ステンレス鋼は強度と硬度が高く、硬化する傾向があります。通常、切削速度は60〜120 m/minです。速度が低すぎるとツールの摩耗が増加し、速度が高すぎるとツールの火傷やワークピースの変形が発生する可能性があります。
飼料速度:革命あたりの飼料速度は、一般に0.3-0.8 mm/revです。飼料速度が小さくなると、切断力を減らし、作業硬化の程度を減らし、糸の品質を確保することができます。
切断深さ:切断深度は、粗い機械加工中は0.8〜1.5 mm、細かい機械加工中は0.1-0.3 mmで制御できます。
